
До начала испытаний нами была 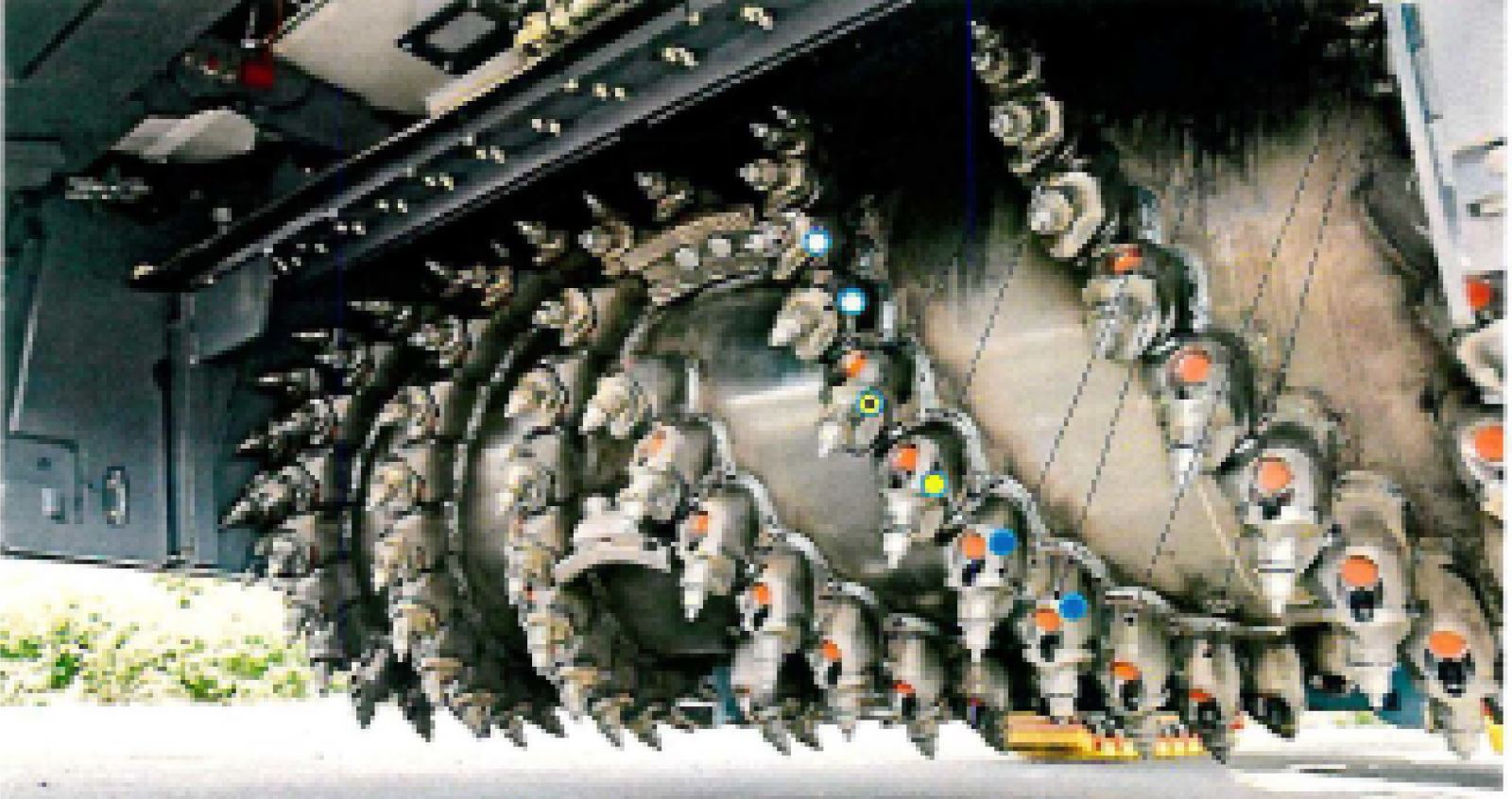 утверждена методика по подготовке, проведению и оценке результатов. В качестве образцов были взяты стандартные резцы Wirtgen W6/20 генерации Х и Х², а также серийные резцы А6/20 и А6/20Х (с конструктивными изменениями державки и марки сплава). Все проводимые испытания проводятся с коммерческой целью и носят исследовательский характер для определения фактического расхода резцов, определения характера разрушения элементов резцов, установления причин и динамики отказов резцов при проведении испьпаний, в том числе, испыпания нового сплава, определение перспективной конструкции, в части новой формы державки дорожных резцов.
утверждена методика по подготовке, проведению и оценке результатов. В качестве образцов были взяты стандартные резцы Wirtgen W6/20 генерации Х и Х², а также серийные резцы А6/20 и А6/20Х (с конструктивными изменениями державки и марки сплава). Все проводимые испытания проводятся с коммерческой целью и носят исследовательский характер для определения фактического расхода резцов, определения характера разрушения элементов резцов, установления причин и динамики отказов резцов при проведении испьпаний, в том числе, испыпания нового сплава, определение перспективной конструкции, в части новой формы державки дорожных резцов.
Методика испытаний предполагает разделить их на два этапа. Первый этап с глубиной фрезерования не менее 10см, что гарантирует удлиненный путь резания при абразивных нагрузках как на корпус, так и вставку. Второй этап с глубиной фрезеровния менее 5см, что гарантирует укороченный путь резания и воздействия ударных нагрузок на резец. Перед началом работ уточнили общее количество резцов, устанавливаемое на барабане фрезы, с учетом полученной информации оснастили барабан фрезы равным количеством резцов из разных партий. С машинистом фрезы уточнили продолжительность фрезерования участка дороги и выход (ориентировочный) резцов из строя. На основании данной информации мы назначили интервал времени для отбора резцов для каждой схемы установки резцов. Частота отбора резцов по 1-й штуке от общего предполагаемого ресурса работы (износа) была принята в пределах 10%, 30%, 50%, 70% и 100% (выход их строя резца) по 4-5 штук.
Теперь самое главное. Как установить резцы на барабане? Схема расстановки такая: на одном витке барабана устанавливаются последовательно по 2 шт. резцов разных партий (типов). Установка на один барабан одновременно 4-х партии резцов продемонстрирована на рисунке 1. Для удобства все образцы были покрашены в разные цвета, поэтому при установке/замене просто соблюдали последовательность резцов как 1-2-3-4. Один нюанс! Для второго и последующего витка на барабане делали расстановку резцов в обратном порядке как 4-3-2-1, чтобы получить равномерный износ резцов для разных партий. Как у нас все получилось и какие будут результаты обязательно сообщим в наших следующих публикациях.